

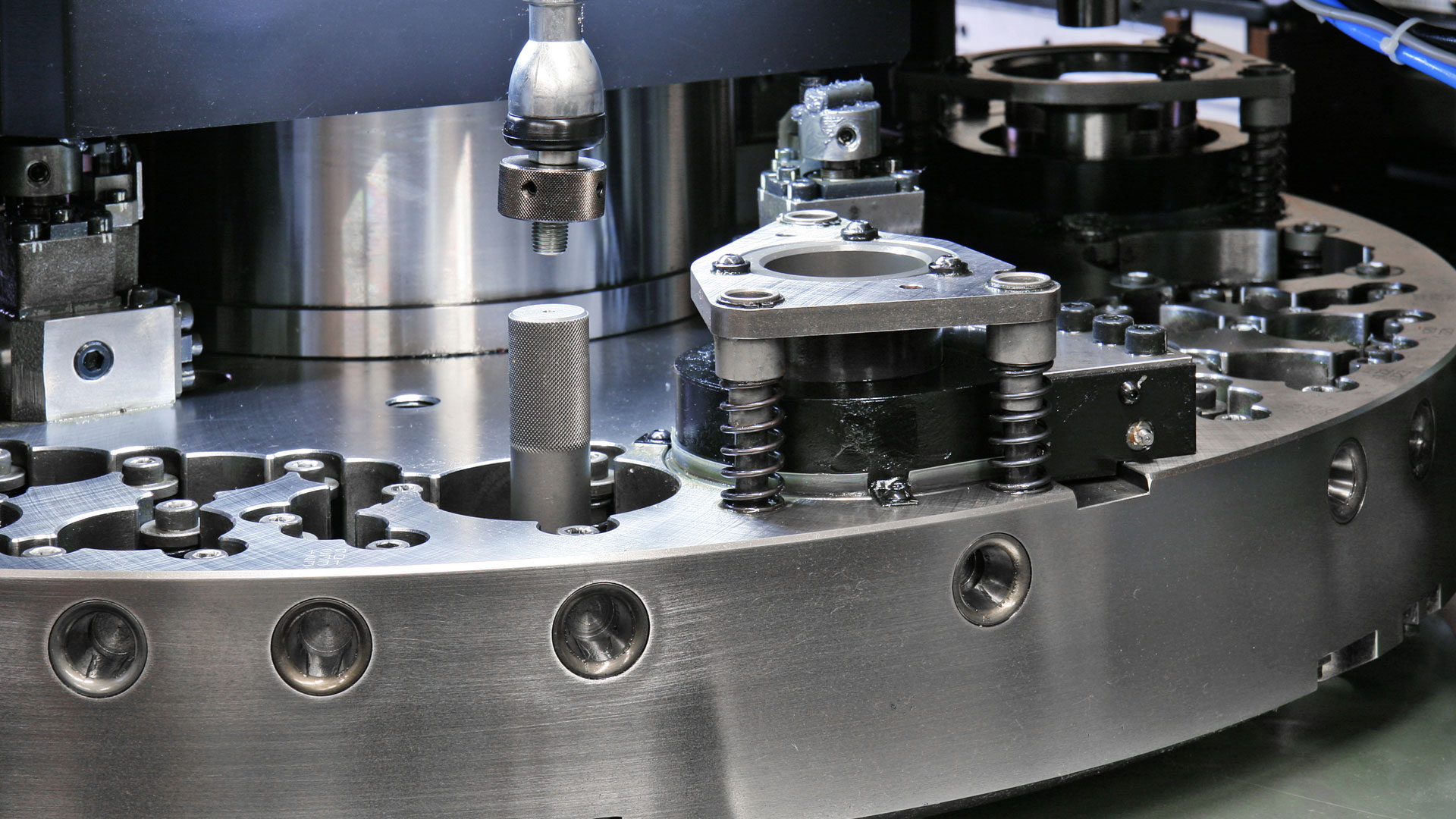


 Hassas ve Hızlı Taret
Hassas ve Hızlı Taret
Dinamik tasarımı sayesinde aşağıdaki hızlara ulaşmak mümkündür X ekseninde 96 m/dk
Y ekseninde 80 m/dk
X+Y bağımlı hızı 124 m/dk hızlarına ulaşabilmektedir.
Yüksek hızlanma seviyesi (1g) hiçbir kısıtlama olmadan tüm çalışma şekilleri için geçerlidir.





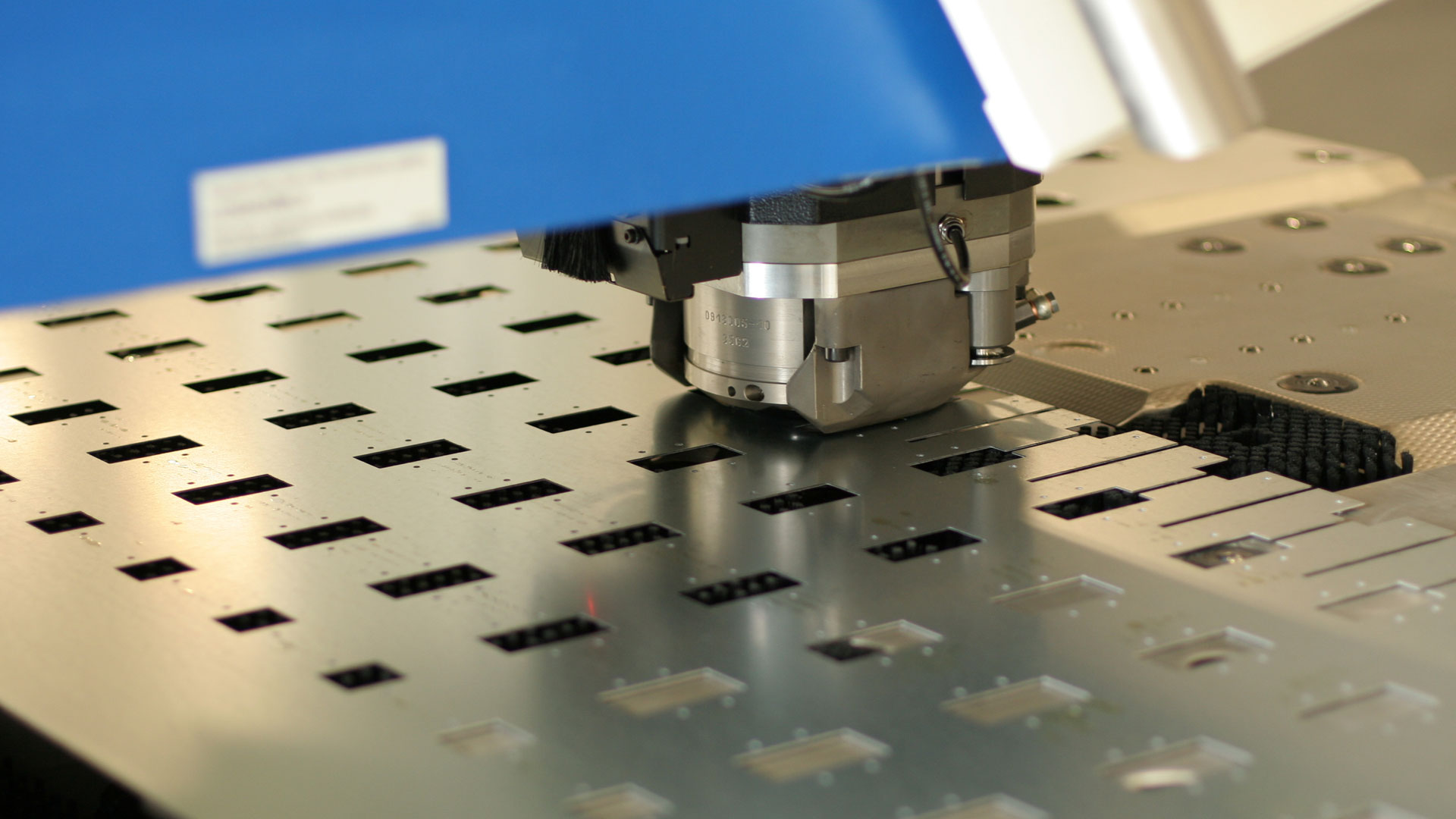
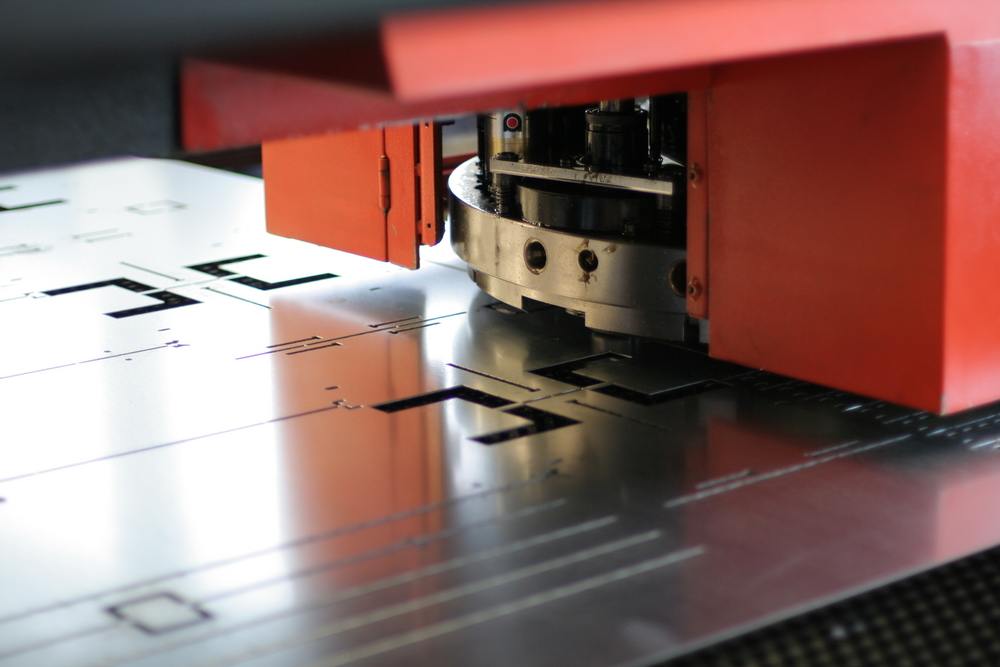
Takımlar 0,01° hassasiyetinde dönebilme ve pozisyonlama hassasiyetine sahiptir ve kompleks şekili parçaların işlenmesinde en az sayıda kalıbın kullanılmasını sağlar.
Taret içinde kalıp değiştirme zamanı 3sn’den az olup, tekli kalıplar için 0,6 sn’dir.
Kapalı devre Bosch Rexroth hidrolik sistemi ile hemen hemen delik delme hızında formlama mümkün olmaktadır.
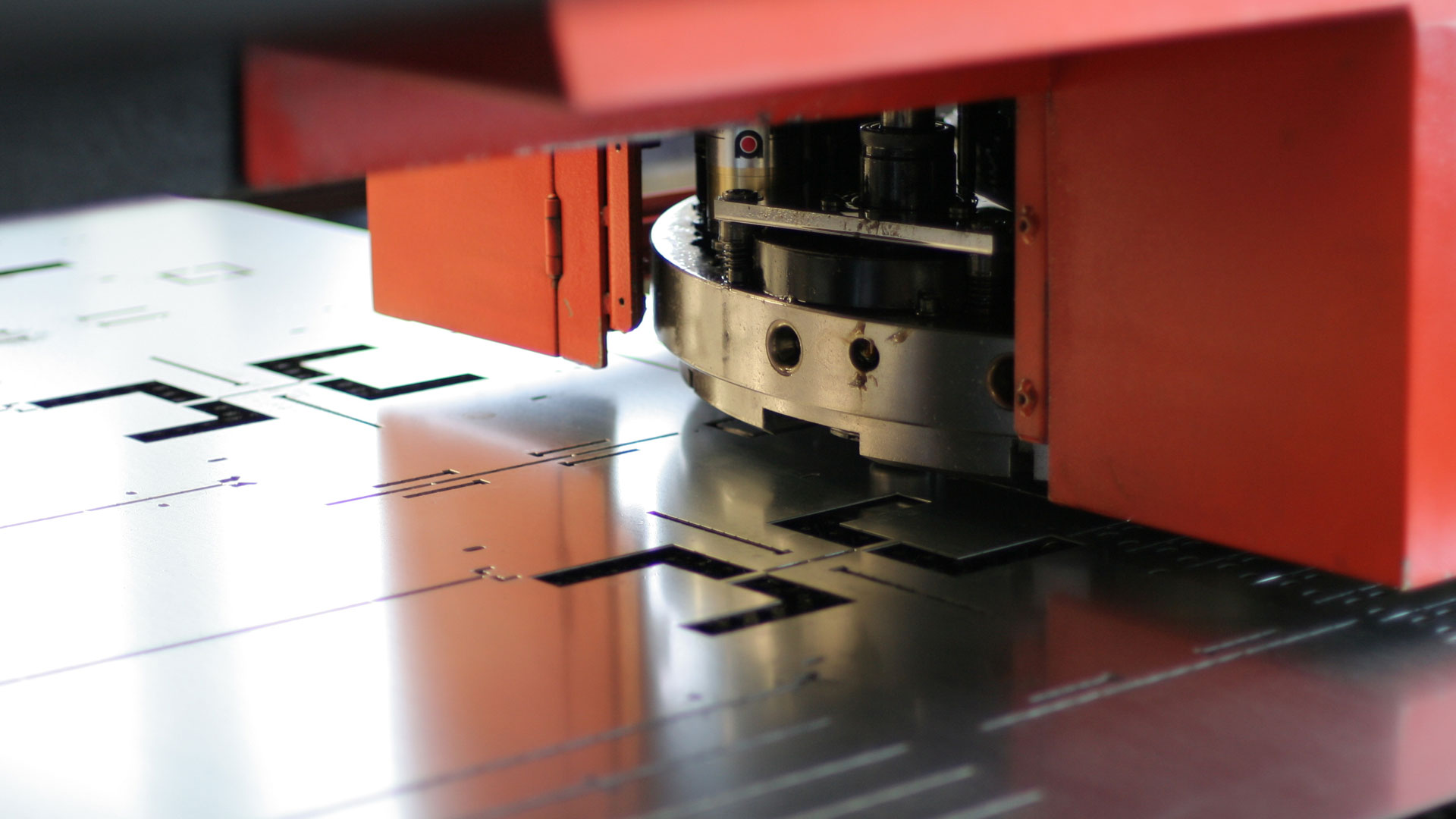
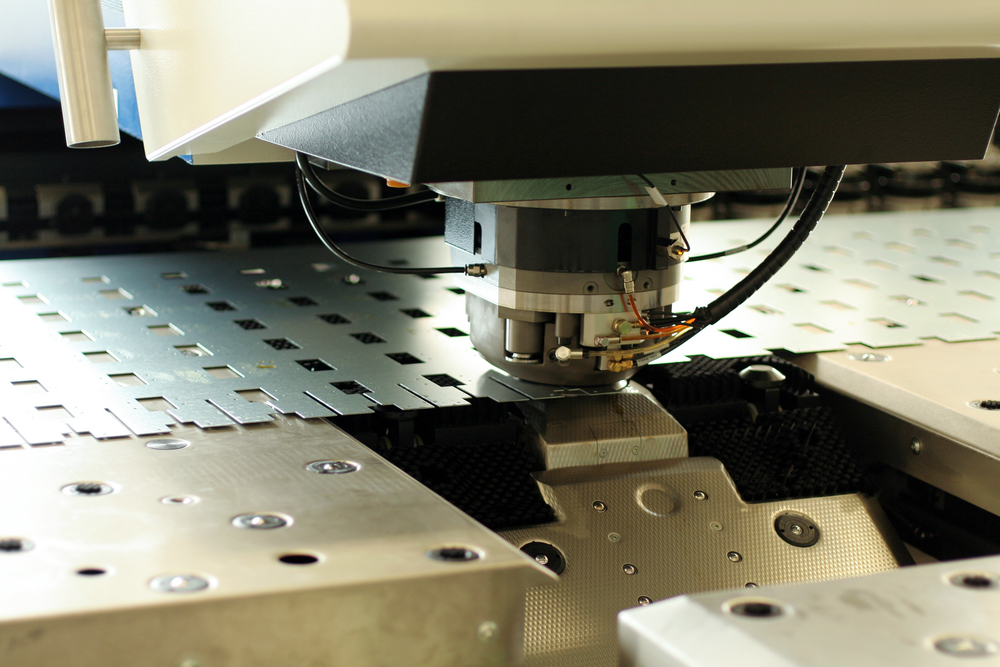
Değişken form pozisyonlaması minimum strok mesafesi ile sağlanmaktadır. Alt kalıplar sacın çizilmesini ve sıkışmasını önlemek amacıyla tabla seviyesinin altına yerleştirilmiştir. Bu sayede daha hassas parçalar için mikro joint ölçüsü minumum seviyeye getirilebilmektedir.

Kopması istenen parça boyları 400 x 600 mm arasında ise direkt olarak parça boşaltma haznesine düşürülür.

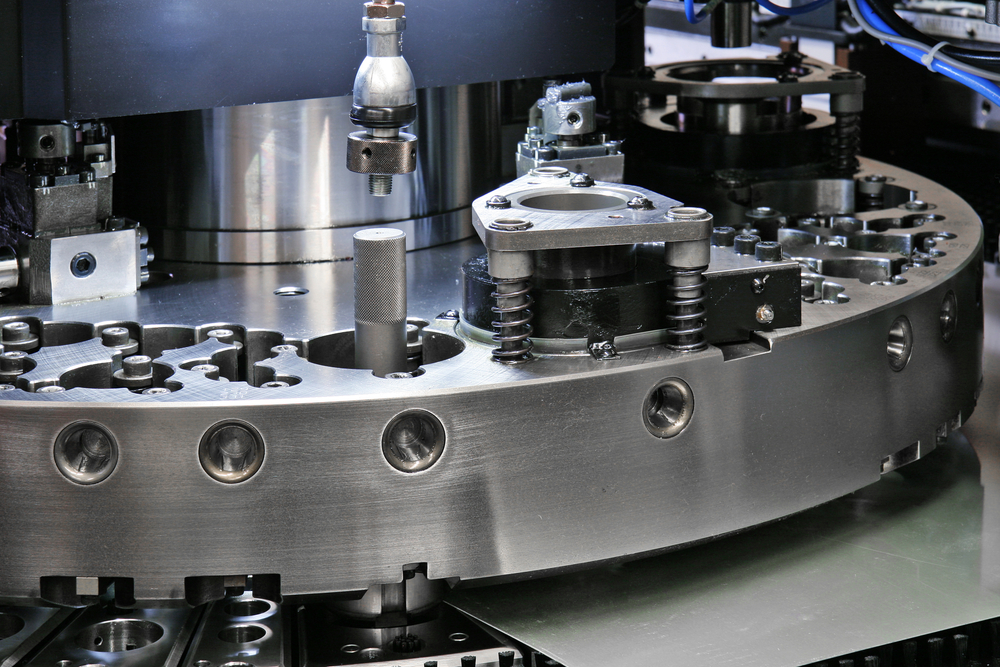
Makinanın O gövdesi iki ayrı parçadan meydana gelmiştir. Bu kullanılan özel dizayn sayesinde turret ve takımlar , delme kuvveti uygulandığında , makinanın genelinde oluşabilecek gerilimlerden arındırılmıştır. Bu takım ömrünü arttırıp , uzun süreli hassas çalışmayı sağlar.

Bilyalı tabla daha çok sac hareketlerini kolaylaştırmak için kullanılırken, fırçalı tabla hassas ve yumuşak sacların işlem sırasında hasar görmemesi için tercih edilir.


Punch Preslerimizde Siemens ortak çalışması ile Siemens Sinumerik 840 DSL kontrol sistemi kullanılır.Kontrol ünitesi ve ekran, hareketli kontrol paneline monte edilmiştir.Bilgisayar ve diğer donanım ayrı bir kabine monte edilmiştir.Makinada çalışmaya başlamak bir iki aşamada ve kolay bir şekilde gerçeklleştirilir.Kontrol ünitesi üzerinden programlama yapılabileceği gibi network (ethernet) bağlantısı da bulunmaktadır.Online yardım mesajları sayesinde ortaya çıkan sorunlara anında cevap vermektedir. Hata tanılama fonksiyonu herhangi bir sistem hatasının görsel uyarılarla belirlenmesini sağlar. Uzaktan erişim fonksiyonu ise internet üzerinden çalışan bir sistemdir.
